

合信技术机组式无轴柔版印刷机方案

1. 概述
柔版印刷系统主要有三大部分组成:放料部份、中间印刷部份和收料部份。放料部分与中间印刷部分有恒张力控制,收卷部分与中间印刷部分也需要恒张力控制。中间印刷部分是印刷机核心部分,印刷色组的套准是控制的核心。在市场上大部分柔版印刷机放卷、送料部分的张力控制是由张力传感器与张力控制器构成的控制系统完成,而套色部分由分为手动套色与自动套色。手动套色部分比较简单,是通过每个色组上的相位调节按钮手动控制。而柔版印刷机自动套色大部分都是由外部套色控制系统完成。
根据对柔版印刷机控制需求的了解与分析,合信技术推出全套基于自主产品的柔板印刷机控制和驱动系统,这个系统由CTSC-200 系列CANopen总线主站PLC(内置模糊张力控制算法)、EM261印刷专用控制模块和内置套色叠加功能的H1A伺服驱动器组成。
2. 方案示意图
根据柔印机控制要求,具体配置功能控制如下:
伺服控制选择:前后牵引伺服通过与张力传感器形成闭环控制系统,通过PLC中的张力算法,控制各个色组间承印物的印刷张力;中间5-8组色辊使用双伺服控制,伺服驱动器集成CANopen接口;使用EM261印刷机专用控制模块与色标传感器形成自动套色系统。
PLC控制选择:CPU选择的是216-1AH33-2B24,集成CANopen主站功能, EM277C作为CANopen分布式从站,连接所有系统需要各种按钮开关、传感器、指示灯和阀。控制不同IO点输入输出。
人机操作界面HMI:10.4寸触摸屏,用于参数调节和人机交互。
3 .方案描述
在柔版印刷机控制系统中,核心控制部分主要两部分:自动套色控制与张力控制。
3.1 EM261印刷专用模块
EM261印刷专用模块是专门面向印刷行业推出的产品,可接入CTSC-200 PLC的背板总线,CTSC-200 PLC 通过调用库程序控制EM261。EM261包含4路500Khz脉冲输出,用于控制印刷色组伺服,同时拥有4路200Khz高速脉冲输入,用于驱动器的编码器位置反馈。在运用过程中分主轴模块与从轴模块:
主轴模块(CPU设定),能够根据设定,发生指定频率的脉冲,并且4轴的脉冲输出要保持同步。并且能输出同步从轴模块信号SYN,使得从轴模块也能输出同步的脉冲信号。
从轴模块(CPU设定),根据主轴过来的同步信号,发送出同步的脉冲。
该模块主要用于印刷行业,和合信技术CTSC-200 PLC、H1A伺服驱动器联合应用,实现多轴辊筒的严格位置同步。
3.2 自动套色控制
本系统中印座的印辊和版辊为独立的伺服电机驱动,在运行时,CPU通过发送速度指令给印刷模块,所有印刷模块同步输出相应的脉冲控制各个伺服电机。所有的印辊伺服电机是通过印刷专用运动模块同步高速脉冲控制,版辊伺服电机是通过印刷专用运动模块同步高速脉冲和套色偏差补偿(CANOPEN总线给定)控制。
针对印刷的自动套色要求,本系统中套色位置补偿功能内嵌在伺服驱动其中,色标传感器检测到色标信号时,索存电机轴位置,并计算出偏差,将补偿的脉冲数通过CANopen总线的方式传送给伺服驱动器,从而达到自动套色的功能。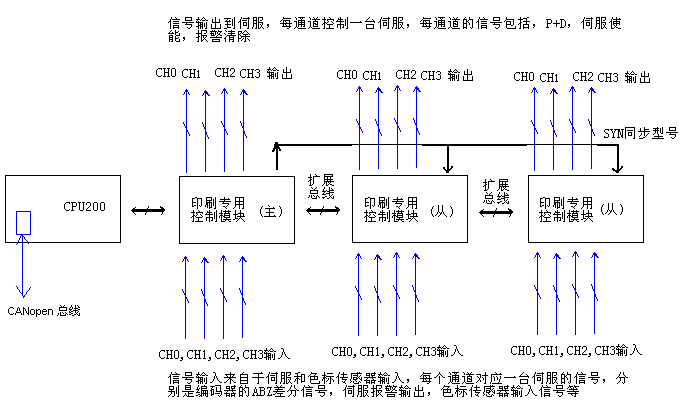
3.3 张力控制
本系统中主要有两级张力控制:一级张力控制(磁粉制动器)、二级张力控制(前后牵引伺服电)由于印刷机套色对张力要求很高,纸张的张力控制需平稳,稳定,不能出现跳动等要求,在PLC控制中,运用合信开发的张力PID控制两级张力,通过实际使用,可以能够保证印刷机张力稳定。
一级张力控制示意图如下所示:放卷是由一个磁粉控制(自身没有动力),磁粉通过磁粉驱动器控制其输出扭矩,承印物在印刷时在二级张力伺服的拖动下向右移动,当磁粉输出力矩过大时,承印物会拉紧,承印物对一级张力传感器的压力增大,通过PLC中一级张力PID处理,会降低磁粉的输出转矩,同理,当磁粉输出转矩过小时,承印物会松弛,以及张力传感器的压力会减少,此时PLC会控制磁粉输出转矩增大。从而达到控制一级张力的稳定。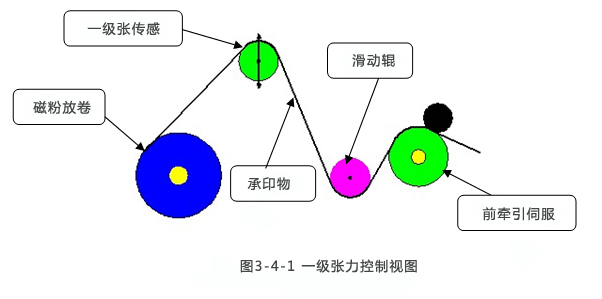
二级张力控制示意图如下所示:张力传感器的压力来自承印物,气缸压辊与二级张力伺服将承印物压紧,当张力伺服旋转时,承印物被输送到右边来,同理,色辊能够承印物输送到右边,当设定一定印刷速度时,色辊的转动速度一定,当张力伺服速度过慢时,承印物被拉紧,然后对张力传感器的压力变大,此时PLC中PID调节会增大张力伺服的速度,同理,当张力伺服速度过快时,承印物松弛,承印物对张力传感器的压力减少,此时PLC中PID调节会减小张力伺服的速度,如此快速反复控制,将张力传感器维持在设定张力。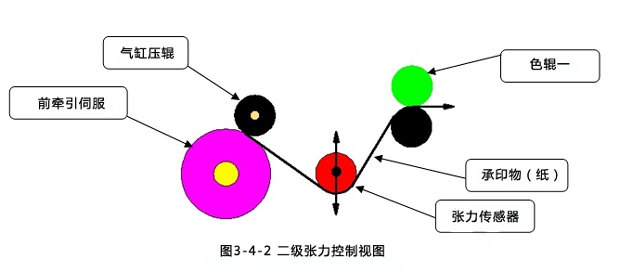
3.4 柔版印刷机控制工艺流程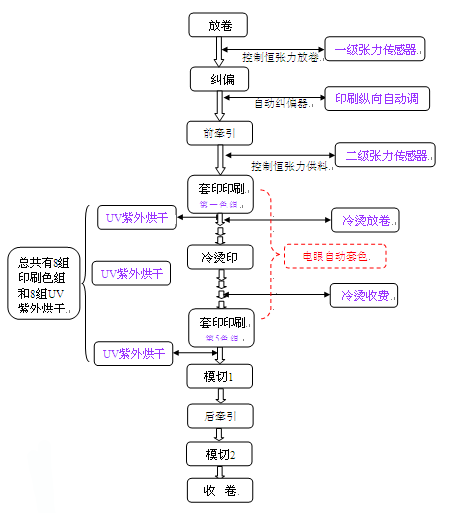
根据上图所示,各部分控制流程具体介绍:
1) 放卷部分:柔印机输纸部分,将承印物传送给印刷机,这里使用一个磁粉制动器和一个张力检测传感器构成一个闭环恒张力放卷,即一级张力控制。
2) 前牵引伺服:除了一级张力控制以外,印刷机承印物的张力主要是二级张力伺服控制。它由一个伺服电机和一个张力传感器组成一个闭环系统,通过PLC 张力算法,控制纸张张力的稳定。
3) 印刷部分:印刷机核心部分。由8组印刷机组组成,分别对应8种不同的印刷颜色。
4) 干燥部分:每个色组后面均有一个,总共有8个。柔印机速度很快,复卷之前必须使印到承印物上的油墨干燥,否则未干的油墨会使印品粘脏,在多色印刷时会根据油墨特性制定烘干方案,这里采用紫外线UV灯加热来实现快烘干。
5) 模切、冷烫部分:动作如印刷部分相同。
6) 后牵引伺服:同前牵引伺服功能类似。它由一个伺服电机和一个张力传感器组成一个闭环系统,通过PLC张力算法,控制后纸张张力的稳定。
7) 收废收卷:通过模切后,会将废料与成品印刷物分离开来,收费电机会把废品收卷起来,收卷电机将成品收卷完好。
8) “套印部分”:如果不应用本方案内置套印功能,可以使用第三方独立套印装置。
4. 硬件列表
产品类型 | 产品型号 | 数量 | 备注 |
CPU | CTS7 216-1AC33-0X24 | 1 | 支持CANopen协议,程序空间48KB,数据空间110KB。 |
印刷专用模块 | CTS7 261-4CH32 | 4 | 支持4路500Khz高速脉冲输出与200Khz高速计数,具有对伺服使能报警输出等IO口。 |
模拟量输出 | CTS7 232-0HF32 | 2 | 4路模拟量输出,光电隔离,10V电压或0-20mA电流输出 |
模拟量输入 | CTS7 231-7HC32 | 1 | 4路16位精度高速模拟量输入,电压信号,并提过2路10VDC电源输出。 |
数字量输入 | CTS7 221-1BL32 | 5 | 数字量输入,每个模块32个输入点。 |
数字量输出 | CTS7 222-1BL32 | 2 | 数字量晶体管输出,每个模块32个输出点。 |
CAN从站模块 | CTS7 277-0AC32 | 1 | 作为CANOPEN从站,最高支持1M byte/S速度,自身带有8DI/6DO |
H1A 1.5KW伺服驱动器 | CTSD H1A-B1522-M110 | 12 | 支持CANOPEN、MODBUS等多种协议,内置印刷套色补偿功能。 |
H1A 1.5KW伺服电机 | CTSD M2D-B1522-M200 | 12 | |
10寸触摸屏 | CTS6 TP10-CH020 | 1 | 支持多种通讯协议,800x600分辨率。 |
其它附件 |
-

CPU226M-CAN,CAN Master stationCPU(216-1AC33-0X24)
Order No.:CTS7 216-1AC33-0X24
Specification:24VDC power supply,14DI×24VDC,10DO×24VDC,2 PPI/FPORT,uni-CAN-channel communication
Details -

EM221 Digital Input (221-1BF32、221-1BH32、221-1BL32)
Order No.:CTS7 221-1BF32/221-1BH32/221-1BL32
Specification:8DI/16DI/32DI×24VDC
Details -

EM222 Transistor output(222-1BF32、222-1BH32、222-1BL32)
Order No.:CTS7 222-1BF32/222-1BH32/222-1BL32
Specification:8DO/16DO/32DO×24VDC
Details -

EM232 Analog Output (232-0HB32、232-0HF32)
Order No.:CTS7 232-0HB32/CTS7 232-0HF32
Specification:2 channels/4 channels of Voltage or Current, 12BIT precision,Optical coupling isolation.
Details -

EM277C,CAN-Slave Station Modules(277-0AC32)
Order No.:CTS7 277-0AC32
Specification:CANopen slave modules.Isolation.Dependable performance,powerful anti-interference ability.2 CANopen port, can constitute a distributed control system with CAN master module.
Details -

EM231 High-speed high precision Analog input(231-7HC32)
Order No.:CTS7 231-7HC32
Specification:4AI×16BIT,sampling frequency 500HZ,stable and accurate.10V DC Power, 1ms A/D conversion time
Details -

H Series H1A Servo Drives
Order No.:CTSD H1A-B2012-M100/H1A-B4012-M100/H1A-B7512-M100/H1A-B1022-M100......
Specification:Power range of 0.2KW-3KW,Support Modbus,CANopen,EtherCAT communication protocol
Details -

M series motor
Order No.:
Specification:
Details -

TP10 Touch Panel (T10-CH020)
Order No.:CTS6 T10-CH020
Specification:TP10 touch panel,10.4 inch,800×600 resolution,TFT true color,2*RS485,2*USB por, 256K colors ,true-color digital display
Details
